作為機床的關鍵零部件,伺服電機及主軸電機的性能很大一部決定了機床的最終性能。可這兩種電機有什么具體區別呢?
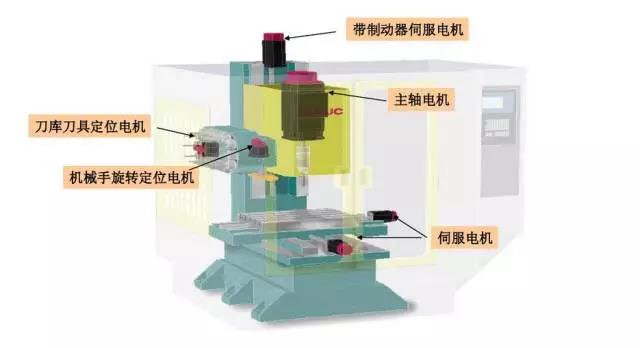
從用途上看,伺服電機主要負責機床的進給,使得工件移向刀具或刀具移向工件,主要是實現切削的工作,對扭矩和控制精度的要求比較高;而主軸電機主要負責驅動機床的主軸,帶動工件或刀頭旋轉,對恒功率特性輸出要求較高,滿足不同轉速下的足夠扭矩輸出能力。因此在設計時,這兩種電機會分別根據其應用需求做出針對性的參數優化。
機床伺服電機的設計重點
1、對伺服電機的機械特性要求:要求伺服電機的速降小,在一定轉速范圍內能保持恒扭矩輸出,且靜態剛度大;
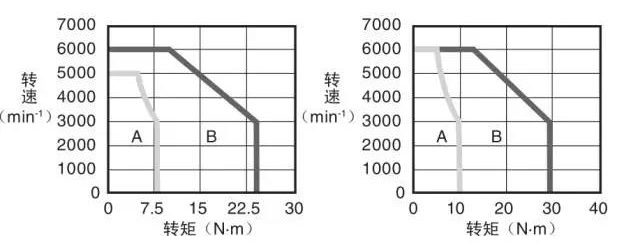
伺服電機的恒扭矩輸出特性
2、需要實現高速的控制響應:主要在輪廓加工時,特別是對曲率大的加工對象進行高速加工時,對伺服電機的轉速和扭矩控制響應時間有非常嚴格的要求;
3、電機自身的調速范圍廣:用于滿足數控機床適配各種不同的刀具、加工工件的材質,且能適應于各種不同的加工工藝;
4、具備過載扭矩輸出和恒轉矩輸出的能力:機床進給(伺服電機)的機械負載的性質主要是克服工作臺的摩擦力和切削的阻力,因此主要是"恒扭矩"的性質,同時要能具備短時扭矩過載能力。像目前市面上主流的伺服電機,過載能力可以達到3倍甚至以上。

邁信®(Maxsine®)伺服電機
機床主軸電機的設計重點
1、足夠的輸出功率:數控機床的主軸負載性質近似于"恒功率",也就是當機床的電主軸轉速高時,輸出轉矩較小;主軸轉速低時,輸出轉矩大,保證不同的工況下主軸均能具備足夠的驅動功率。即要求主軸的驅動裝置(主軸電機)要具有"恒功率"的特性輸出曲線;
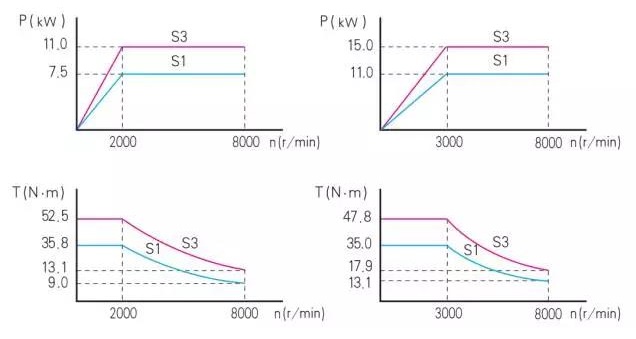
主軸電機的恒功率輸出曲線
2、調速范圍:為保證數控機床適用于各種不同的刀具、加工材質;適應于各種不同的加工工藝,要求主軸電機具有一定的調速范圍。但對主軸的要求比進給低;
3、速度精度:一般要求靜差度小于5%,更高的要求為小于1%;
4、快速:主軸驅動裝置有時也用在定位功能上,這就要求它也具有一定的快速性。

主軸電機
伺服電機維護手冊
電機燒毀在日常中較常見,避免電機燒毀最有效的預防措施是進行正確的技術維護。
1、經常保持電動機的清潔
電動機在動行中,必須經常保持進風口的清潔。
在進風口周圍至少3m以內不允許有塵土、水漬、油污和其它雜物,以防止被吸入電動機內部。若這些塵土、油、水被吸入電動機內部,便形成短路介質,損壞導線絕緣層,造成匝間短路,電流增大,溫度升高而燒毀電動機。所以要保證電動機有足夠的絕緣電阻,以及良好的通風冷卻環境,才能使電動機在較長時間運行中保持在安全穩定的狀態。
2、在額定負荷下工作
電動機過載運行,主要原因是拖動的負荷過大,電壓過低,或被帶動的機械卡滯等。當電動機處于過載狀態下動行時,就會導致電動機的轉速下降,電流增大,溫度升高,繞組線圈過熱。若長時間過載,電動機在高溫下絕緣老化失效而燒毀,這是電動機燒毀的主要原因。
因此電動機在動行中,要注意經常檢查傳動裝置運轉是否靈活、可靠,隨時檢查調整傳動帶的松緊度,聯軸器的同軸度,若發現有卡滯現象,應立即停機查明原因排除故障后再運行。
3、保持正常溫度
要經常檢查電動機的軸承、定子、外殼等部位的溫度有無異常,尤其對無電壓、電流和頻率監視設施及沒有過載保護設施的電動機,溫升的監視尤為主要。
如發現軸承附近的溫升過高,應立即停機,檢查軸承是否損壞或缺油。若軸承損壞,應更換新軸承后方可作業,若軸承缺油,應添加潤滑脂,否則軸承會進一步損壞導致塌架,引起掃膛而燒毀電動機。
4、觀察有無振動、噪音和異常氣味
電動機若出現振動,會引起與之相連的機具不同軸度增大,使電動機負載增大,電流升高,溫度上升而燒毀電動機。因此,電動機在運行中,要經常檢查地腳螺栓、電動機端蓋、軸承壓蓋等是否松動,連接裝置是否可靠,發現問題要及時解決。
噪聲和異味是電動機運轉異常、產生故障的前兆,必須及時發現并查明原因予以排除,否則就會延誤時機,擴大故障,釀成燒毀電動機的重大事故。
5、保證起動設備正常工作
電動機起動設備技術狀態的好壞,對電動機的正常啟動,有著決定性的作用。否則,很容易在電動機還沒有進入正常工作狀態就燒毀。實踐證明,絕大多數燒毀電動機的原因都在起動設備上。
起動設備的維護主要是清潔和緊固。接觸器觸點不清潔會使接觸電阻增大,引起發熱燒毀觸點,造成缺相而燒毀電動機。接觸器吸合線圈的鐵芯銹蝕及積塵,會使線圈吸合不嚴,并發出強烈噪音,增大線圈電流,燒毀線圈而引發故障。
電氣控制設備應放在干燥、通風和便于操作的位置,并要定期除塵,緊固各接線螺釘,檢查接觸器觸點是否接觸良好可靠,機械部位是否靈敏、準確,使其保持良好的技術狀態,從而保證順利啟動而不燒壞電動機。
特別說明:此文章素材部分轉載至公眾號ZLG立功科技一致遠電子,版權歸原作者所有。








 聯系我們
聯系我們 CRM系統
CRM系統 在線服務
在線服務 官方微信
官方微信
