關于選擇焊,針對這種技術的各種不同應用和現有的各種類型助焊劑的涂布方法。這里將介紹現有的通用型焊接技術和氮氣惰化系統。
焊接技術
對于只有穿孔元件的電路板來說,因為波峰焊技術仍然是目前最有效的處理方法,所以用選擇焊來取代波峰焊不是必要的,這一點十分重要。但是,對于混合技術電路板而言,選擇焊是必不可少的,而且可以根據所使用的噴嘴類型,以簡潔的方式復制波峰焊技術。
噴嘴類型
在選擇焊中,噴錫(或錫波)焊接和波峰焊類似,錫波是單向的波,而且它的好處也和波峰焊一樣。焊錫波的最小直徑是四毫米,它所需要的維護工作量最少,因此成本相當低廉。你所使用的噴嘴類型取決于電路板的構成和SMD元件在電路板上的位置。

例如,當連接器/引線的成行的焊點相當長,并且不靠近SMD元件時,可以使用寬噴嘴一次性掃過(錫波覆蓋)整行的焊點。對于靠近安裝有SMD元件的小區域,則需要使用非常小的噴嘴來避免干擾表面貼裝器件。
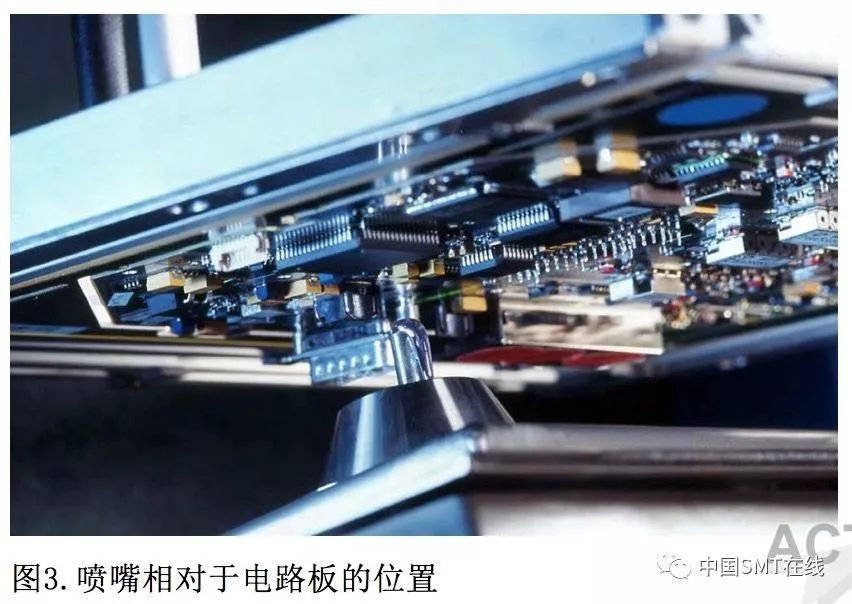
和波峰焊接機一樣,噴嘴以大約相同的角度(7°)噴射出焊錫沖擊電路板,而且它使用錐形的尖端能夠釋放大量的焊錫,錐形尖端會引導焊錫順著一個方向滑離,讓沒有使用的焊錫從焊錫罐的尾部邊緣回流到焊錫罐中。在這種情境下,(電路板或噴嘴的)移動方向非常重要。
噴嘴可以使用很長時間,而它的成本通常只有幾百美元。在點焊或拖焊工藝中,甚至微錫波(min-wave)工藝中,一些電路板可以充分利用定制噴嘴的好處,盡可能快地焊接一個區域。
• 優點:噴嘴的類型有很多,包括自定義配置的噴嘴,在電路板的元件布局允許的情況下,這種噴嘴能夠以最有效的速度移動,高質量地完成焊接。
• 缺點:電路板(或焊錫罐)只能沿著一個方向移動,這會使編程變得有些復雜。
可潤濕噴嘴能夠借助液態焊錫的表面張力產生一個均勻的汽泡。過量的焊錫并不是沿著某個方向滑離,而是圍繞整個噴嘴的表面滑離,因此在滑出的焊錫中湍流比較少,有利于保持焊接的質量。正是這個原因,可潤濕噴嘴能夠沿著所有方向,也就是360°,噴射焊錫,或者沿著x軸或y軸噴射焊錫,而且可以很容易控制泡沫的高度。這種組合為各種不同的電路板提供最大限度的靈活性。

可潤濕的噴嘴具有比噴射型噴嘴更好的精確性,這使它更適合相鄰很近的SMD元件的連接。因為與空氣的接觸比較少,所以它發生的氧化的情況比較少。正是出于這個原因,由于無鉛焊錫更容易被氧化,可潤濕噴嘴也最適合無鉛焊錫。
• 優點:為元件密集的電路板上的最高的連接完整性提供高精確度。
• 缺點:成本比噴射焊錫波的噴嘴要高很多,而且需要進行日常維護以防止堵塞。在遮蔽SMD元件的情況下,通過定制噴嘴可以實現在單次通過就能覆蓋一塊電路板非常大的區域以加快生產。
合同制造商組裝的電路板的配置多種多樣,如果他們認為自己需要它們,就要確保他們正在考察的設備能夠適合兩種類型的噴嘴和/或自定義/混合配置的電路板的要求。
哪一種辦法更好:移動電路板還是移動噴嘴?
噴射錫波的噴嘴只能沿著一個方向沖擊電路板,這跟波峰焊接機很相像。可潤濕的噴嘴的設計允許攻角是平的,這樣電路板或焊錫罐可以沿任何方向移動。在為其他的應用保留盡可能高的靈活性的情況下,你選擇的是移動電路板還是移動噴嘴的選擇焊機器,這完全取決于你的工藝要求和達到工藝目標的最有效方法。大多數機器制造商可以根據你的需求推薦最適合的產品,也可以根據特定的應用要求生產定制的噴嘴。
氮惰化是選擇焊接機中的一個明智且低成本的選項。現在市場上有兩種氮惰化系統:一種是使用氮氣瓶的惰化系統,需要更換氮氣瓶和充電,另一種是使用商用氮氣發生器的系統。有些氮系統包含預熱階段,可以用來活化助焊劑,這樣能夠同時執行兩個功能而不必使用分立式助焊劑預熱器系統。
氮氣通過幫助提高熱能力和改善焊料的表面張力來提高焊接性能。在氧化、降解和連接質量方面,含鉛焊錫的要求比無鉛焊錫低很多,因此,對于含鉛焊錫,氮并不總是必需的。不過,對于所有使用無鉛焊錫的應用,使用氮都是絕對有必要的。為了保證使用無鉛焊錫的焊點是良好的,氮氣泡在焊接過程中能夠保持焊錫的完整性,在最后形成的連接中沒有空洞。








 聯系我們
聯系我們 CRM系統
CRM系統 在線服務
在線服務 官方微信
官方微信
