一、設備說明:
一臺拋光機有若干工位(拋光機生產廠家可以根據客戶的要求,增減工序位),拋光機工位用伺服電機帶動旋轉,工位均勻分布固定在一個中心轉盤上,轉盤用異步電機配減速機帶動旋轉,周圍有若干機械拋光輪(類似機械手臂),用異步電機帶動拋光輪作上下﹑前后﹑左右的位移,用拋光輪旋轉摩擦拋光體表面來達到拋光的目的。部分拋光體表面為不規則曲面時,需要拋光機工位進行半周來回旋轉。
二、工藝要求:
1、有較大的拋光速率來去除磨工件的損傷層。
2、定位精準(對于不能做全周旋轉的不規則曲面)。
3、穩定的轉速及轉矩(步進電機容易堵轉)。
三、系統構成:
如圖所示,拋光機使用若干套伺服驅動器和伺服電機,伺服電機通過齒輪帶動工位旋轉。控制器選用PLC,PLC發送脈沖控制電機運轉。

圖1:拋光機正面

圖2:拋光機工位

圖3:伺服驅動器
四、系統工作原理及接線說明:
伺服驅動器工作在位置模式,通過接受PLC的脈沖信號工作,電機的運行方向、運行速度都可以通過PLC進行調節。
系統原理接線圖:(以EP100為例)
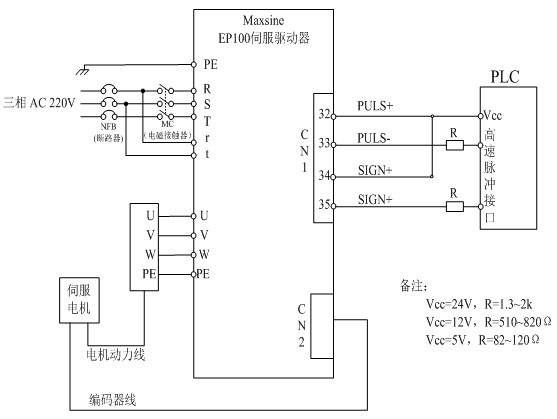
備注:本公司可提供成品編碼器線及動力線(需收取成本費)
五、參數設定:
|
功能代碼 |
代碼名稱 |
設定參數 |
使用說明 |
|
PA-1 |
型號代碼 |
2A-30 |
同伺服電機相匹配 |
|
PA-4 |
控制方式選擇 |
0 |
位置控制 |
|
PA-5 |
速度比例增益 |
150 |
設置值越大,則剛度越大,過大容易出現振蕩 |
|
PA-6 |
速度積分時間常數 |
20 |
設置值越小,則剛度越大,過小容易出現超調 |
|
PA-9 |
位置比例增益 |
100 |
設置值越大,則剛度越大,過大容易出現振蕩或超調 |
|
PA-12 |
位置指令脈沖分頻分子 |
1 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA-13 |
位置指令脈沖分頻分母 |
1 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA-14 |
位置指令脈沖輸入方式 |
0 |
設置與上位機相應的脈沖輸入方式,默認為脈沖+方向 |
|
PA-15 |
位置指令脈沖方向取反 |
0 |
改變此參數可以很簡單的改變電機的旋轉方向 |
|
PA-20 |
驅動禁止輸入無效 |
1 |
屏蔽限位功能 |
|
PA-53 |
低4位輸入端子強制ON控制字 |
0001 |
強制使能 |
六、總結
此案例為我公司和國內某著名拋光機生產廠家合作開發的產品,并得到用戶的一致好評。EP100系列交流伺服驅動器是我公司最早投入市場的一個系列產品,經過長期的市場考驗,產品性能穩定可靠,使用簡單。驅動器PCB板在出廠前均做過三防處理,較其他品牌可以在相對惡劣的工況下穩定運行。此案例實踐證明邁信伺服驅動器應用在拋光機行業,在多粉塵、高濕度的工況下(見圖3)正常運行無異常。








 聯系我們
聯系我們 CRM系統
CRM系統 在線服務
在線服務 官方微信
官方微信
