一、設備說明
數控沖床是一種裝有程序控制系統的自動化機床。該控制系統能夠邏輯地處理具有控制編碼或其他符號指令規定的程序,并將其譯碼,從而使沖床動作并加工零件。
二、數控沖床的特點
數控沖床的操作和監控全部在這個數控單元中完成,它是數控沖床的大腦。與普通沖床相比,數控沖床有如下特點:
● 加工精度高,具有穩定的加工質量;
● 加工幅面大:一次可以完成1.5m*5m加工幅面;
● 可進行多坐標的聯動,能加工形狀復雜的零件可做剪切成形等;
● 加工零件改變時,一般只需要更改數控程序,可節省生產準備時間;
● 沖床本身的精度高、剛性大,可選擇有利的加工用量,生產率高 ;
● 沖床自動化程度高,可以減輕勞動強度;
● 操作簡單,具備一定基礎電腦知識培訓2-3天均可上手操作;
三、系統構成
該套系統采用兩套伺服驅動器和伺服電機加上一個機臺,一個電腦控制器,一個傳統沖床構成。 如下圖:

四、系統的工作原理
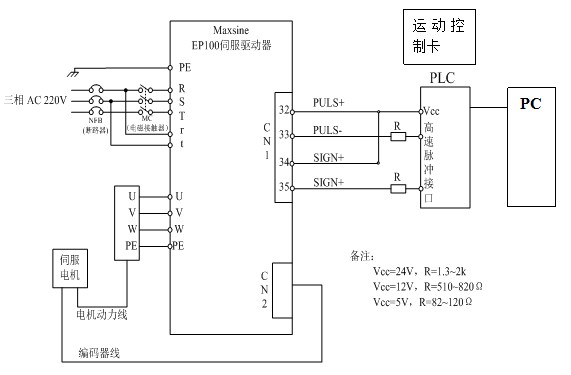
電腦通過軟件編程,以圖形的形式在顯示器上顯示。通過一些簡單操作,向驅動器發送位置指令脈沖,從而實現精確的走位。配合沖床的沖壓快慢完成各類產品的加工。
相關線路圖如下:
五、驅動相關參數設置:
|
功能代碼 |
代碼名稱 |
設定參數 |
使用說明 |
|
PA002 |
型號代碼 |
同伺服電機相匹配 |
|
|
PA004 |
控制方式選擇 |
0 |
位置控制 |
|
PA005 |
速度比例增益 |
150 |
設置值越大,則剛度越大,過大容易出現振蕩 |
|
PA006 |
速度積分時間常數 |
20 |
設置值越小,則剛度越大,過小容易出現超調 |
|
PA009 |
位置比例增益 |
100 |
設置值越大,則剛度越大,過大容易出現振蕩或超調 |
|
PA029 |
位置指令脈沖分頻分子 |
1 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA030 |
位置指令脈沖分頻分母 |
1 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA035 |
位置指令脈沖輸入方式 |
0 |
設置與上位機相應的脈沖輸入方式,默認為脈沖+方向 |
|
PA036 |
位置指令脈沖方向取反 |
0 |
改變此參數可以很簡單的改變電機的旋轉方向 |
|
PA098 |
低4位輸入端子強制ON控制字 |
1 |
強制使能 |








 聯系我們
聯系我們 CRM系統
CRM系統 在線服務
在線服務 官方微信
官方微信
