一、概述
剪板機應用于對各種厚度的金屬板材施加剪切力,使板材按所需要的尺寸斷裂分離。也可應用于屏蔽材料,膠粘材料,絕緣材料,導電材料,電池制適業等電子材料加工。
二、工藝簡介
本系統由PLC、伺服驅動器、伺服電機等主要設備組成,鋼板長度/數量,送料速度自由設定,加裝可調節滾輪送料機構,兩邊自動調節壓力及升降,可以快速放料,配合頂針式送料機構,有效防止材料劃傷,主要適用于帶材高速全/半斷裁切。精度高,損耗少,機型設計符合人體工學原理,操作簡單。
三、設備組成
剪板機設備可以由PLC、人機界面、伺服系統和傳動機構等組成,PLC配以人機界面,可直接輸入鋼板長度和數量,并設有手動,自動轉換功能,并具有獨立操作系統,以及專用操作軟件。伺服系統接收PLC系統的脈沖指令完成精確的位置控制。
主軸與圓刀使用伺服系統,可做高低調速及正反轉切換控制。采用進口滾珠滑軌,平行推進切割寬度,配合進口精密滾珠絲桿及滑軌,控制切割寬度及0.1毫米,達到高精度切割和實現高品質剪切。
四、接線圖及驅動器參數設置
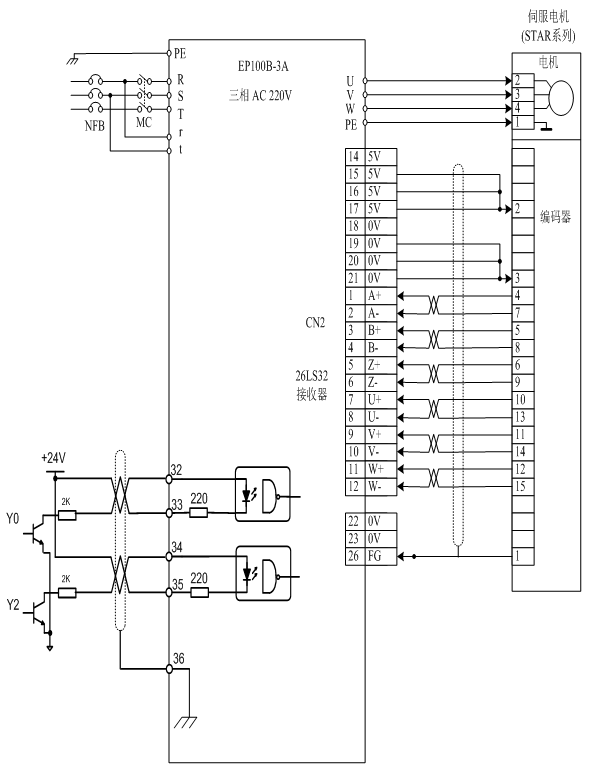
1)接線圖
2)參數設置
|
功能代碼 |
代碼名稱 |
設定參數 |
使用說明 |
|
PA-1 |
型號代碼 |
3A-46 |
同伺服電機相匹配 |
|
PA-4 |
控制方式選擇 |
0 |
位置控制 |
|
PA-12 |
位置指令脈沖分頻分子 |
5 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA-13 |
位置指令脈沖分頻分母 |
3 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA-20 |
驅動禁止輸入無效 |
1 |
屏蔽限位功能 |
|
PA-53 |
低4位輸入端子強制ON控制字 |
0001 |
強制使能 |
五、調試與注意事項
1)、調試步驟:
A、正確接好電源線r、t、R、S、T,電機動力線U、V、W、PE,編碼器線(CN2)。
B、接通電源,設置參數并正確保存(具體操作請參考說明書)。
C、空載測試,進入參數菜單PA-00后將315改成309長按確認鍵觀察開始電機轉速是否為100轉,轉動片刻后若無報警則說明驅動器及電機接接沒有問題(具體詳細面板操作請參考說明書)。若有異常情況請檢查電機相序及編碼器線連接是否良好。
D,安裝好驅動器與PLC之間接線,檢查電源及接線沒有問題后上電進行初步測試,觀察電機機械部分是否有卡死現象,電機是否發出異響,若發現問題則請及時解決。
E、試做一樣品看是否滿足要求。
*若無法解決驅動器相關異常情況請致電我公司服務熱線進行咨詢。
2)、注意事項:
A、接動力線時,U、V、W一定要一一對應接到端子上,不能通過改變U、V、W相序來改變電機方向。
B、接控制線(CN1)時,上位機系統和伺服一定要有一端接屏蔽線。
C、布線一定要合理,交直流電源要嚴格分開,控制線要與電機動力線、電源線嚴格分開。
六、總結
此剪板機設備充分結合了邁信驅動器響應快、定位精確、運行平穩等優點。經過客戶的試用,加工出來的產品都符合客戶要求,各項指標都達到要求,同時還提高了生產效率,使客戶達到最大滿意度。此設備向客戶充分展示了邁信伺服驅動器的優勢,同時也提高了剪板機設備在市場上的競爭力。








 聯系我們
聯系我們 CRM系統
CRM系統 在線服務
在線服務 官方微信
官方微信
