一、設備說明:
切帶機,由切刀及刀架構成,刀架安裝于一基座上,其創新點為:在基座上固裝有對稱的豎直安裝板,在該安裝板之間豎直導向活動安裝框形刀架,該刀架頂端水平固裝切刀,該刀架通過其底端由步進電機驅動的凸輪機構驅動實現豎直上升下落,在切刀下方固裝有水平切帶平臺,在切帶平臺上表面安裝有由伺服電機驅動的進料輥,步進電機及伺服電機通過控制線與安裝于基座上的控制器相連接。本發明結構緊湊,整機占用空間較小,設計科學合理,刀架通過步進電機(進料輥通過伺服電機)由控制器控制驅動,整機自動化程度高,加工效率高,精度高,操作簡便。
二、工藝要求:
1.切帶長度精確到1mm;
2.精準的定位(切帶長度固定不變)
三、系統構成:
由面板控制切帶的長度,速度,張數等參數使PLC發送脈沖給伺服驅動器來讓伺服電機實現動作。

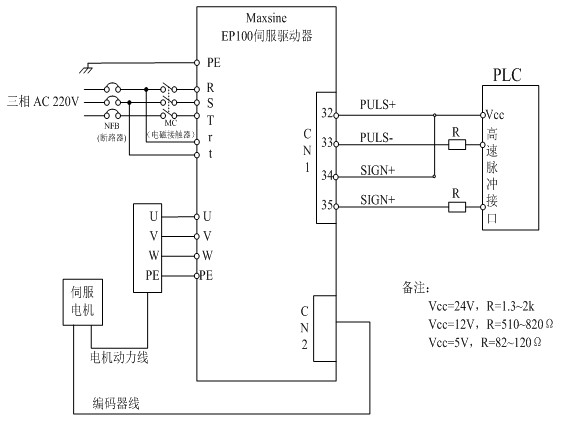
四、系統工作原理及接線說明:
伺服驅動器接受PLC發來的脈沖信號,來控制電機實現所設定的動作來得到所需要的切帶長度和速度。
接線圖如下:
五、參數設定:
|
功能代碼 |
代碼名稱 |
設定參數 |
使用說明 |
|
PA-1 |
型號代碼 |
2A-30 |
同伺服電機相匹配 |
|
PA-4 |
控制方式選擇 |
0 |
位置控制 |
|
PA-5 |
速度比例增益 |
150 |
設置值越大,則剛度越大,過大容易出現振蕩 |
|
PA-6 |
速度積分時間常數 |
20 |
設置值越小,則剛度越大,過小容易出現超調 |
|
PA-9 |
位置比例增益 |
100 |
設置值越大,則剛度越大,過大容易出現振蕩或超調 |
|
PA-12 |
位置指令脈沖分頻分子 |
1 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA-13 |
位置指令脈沖分頻分母 |
1 |
設置相應值可以很方便的與各種脈沖源相匹配 |
|
PA-14 |
位置指令脈沖輸入方式 |
0 |
設置與上位機相應的脈沖輸入方式,默認為脈沖+方向 |
|
PA-15 |
位置指令脈沖方向取反 |
0 |
改變此參數可以很簡單的改變電機的旋轉方向 |
|
PA-20 |
驅動禁止輸入無效 |
1 |
屏蔽限位功能 |
|
PA-53 |
低4位輸入端子強制ON控制字 |
0001 |
強制使能 |
備注:1號參數是電機代碼,需設定為所選電機的型號。
電子齒輪根據客戶設定,最簡單的是直接將PLC參數設定好之后啟動看看實際長度和所需長度的比值及可得到。








 聯系我們
聯系我們 CRM系統
CRM系統 在線服務
在線服務 官方微信
官方微信
